



平板玻璃最新標準發布,玻璃產品該如何檢驗?

近日,國家市場監督管理總局、國家標準化管理委員會聯合發布關于平板玻璃的最新檢驗方法和判定標準(GB 11614-2022),涉及厚度偏差檢查、點狀缺陷最小值和允許個數確認、光學變形檢驗、運輸包裝要求等,新標準將于2023年8月1日開始實施。
本次平板玻璃標準更新,主要做如下修改與變化:??????
-增加了虹彩定義;
-按外觀質量分為合格品、一等品、優等品三級更改為普通級和優質加工級兩級;
-更改了厚度偏差和厚薄差;
-更改了點狀缺陷最小值和允許個數;
-更改了光學變形的要求;
-更改了本體著色平板玻璃的透射比偏差和顏色均勻性的要求;
-增加了虹彩的要求、檢驗方法和判定規則。???????
玻璃由于其透明特性以及具有一定的強度,在日常生活中應用廣泛,比如玻璃杯、玻璃瓶、鏡子、窗戶、汽車車窗等等,玻璃屬于易碎品,一旦破損容易導致嚴重傷害,因此,玻璃產品的檢驗是必要的。

???????
玻璃產品驗貨現場檢驗要點
為保證供應商生產的玻璃產品滿足采目標市場的質量安全標準,同時確保工廠按時交貨,可針對玻璃產品進行生產初期檢驗、生產中期檢驗以及生產終期檢驗。
1. 產品尺寸檢查
2. 產品重量檢查
3. 配比與數量檢查
4. 外觀檢查
5. 印刷圖案的膠帶測試/涂層附著力測試
6. 冷熱沖擊測試
7. 玻璃張力測試
8. 容量測試
9. 斜坡穩定性測試
10. 底部穩定性測試
11. 漏水測試
12. 條碼掃描測試
13. 產品包裝檢查???????
1.產品尺寸檢查
針對平板玻璃,需測量長度、寬度、厚度,具體偏差參考表1;關于玻璃制品如杯子,需測量長度、寬度、高度以及厚度,若客戶無特殊需求,偏差需控制在3%以內。
使用工具:金屬直尺或鋼卷尺,測厚儀或螺旋測微儀。

平板玻璃厚度偏差允許值
2.產品重量檢查
分別測量單個產品的重量以及包裝完成后的整箱重量。客戶如無特殊需求,單個重量偏差控制在3%以內,整箱重量偏差控制在5%以內。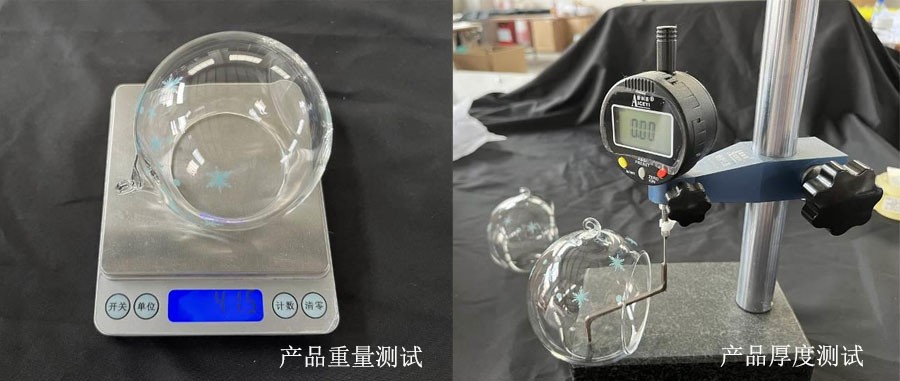 ???????
???????
3.配比與數量檢查
如產品大小、顏色、款式等不同,需分別檢查對應數量并記錄。
4.外觀檢查
外觀檢查是玻璃驗貨中的重要環節,需詳細檢查是否有氣泡、刮痕、氣泡等缺陷,具體參考下文的玻璃驗貨常見疵點/缺陷。
5.印刷圖案的膠帶測試
針對玻璃上的印刷圖案,應進行涂層附著力測試:
使用 3M 600膠紙對印刷表面做附著力測試,內容不能有10%脫落。
6.冷熱沖擊測試
在產品內放入85±5攝氏度的水,時間為3分鐘;將熱水倒盡,快速在產品內放入35±5攝氏度的水,時間為3分鐘。測試結束后,玻璃產品應無漏水或破損現象。
7.玻璃張力測試
使用工廠提供的張力測試儀,檢測玻璃的受熱膨脹程度與張力程度,需符合客戶的要求。

玻璃張力測試
8.容量測試
將產品盛滿水,然后將水倒入量杯中,讀取數值。測量出的數值偏差應控制在+/-3%公差范圍。
9.斜坡穩定性測試
在玻璃產品內放入設計容積等量的水,放置在斜度為10度的斜面上,產品應靜置在斜面上,不出現滑距。
10.底部穩定性測試
將玻璃制品放置在平整的水平表面上,檢查是否平穩不傾斜,如晃動則為不合格產品。
11.漏水測試
很多玻璃產品都會用于盛裝液體,因此需進行漏水測試。
帶密封圈玻璃裝置,如玻璃水瓶、玻璃飯盒,測試方法:將一定的水量倒入裝置中,密封后,倒置3分鐘,檢查是否漏水。
不帶密封圈玻璃產品:將產品盛滿水或加入設計容積等量的水,放置在白紙上5分鐘。測試后白紙應無任何水跡。
12.條碼掃描測試
玻璃產品或包裝彩盒上的條碼應印刷清晰,使用條碼掃描儀掃描,結果與產品符合。
13.產品包裝檢查
由于玻璃是易碎品,玻璃產品的包裝一般需符合以下要求:
a. 玻璃包裝上應有標志或標簽,標明產品名稱、生產商、注冊商標、廠址、質量等級、顏色、尺寸、數量、生產日期、標準編號和輕搬正放、易碎、防雨防潮標志或字樣;
b. 玻璃包裝應便于裝卸運輸,采取防護和防霉措施,一般建議玻璃品由木箱包裝。
玻璃驗貨外觀檢查常見疵點/缺陷
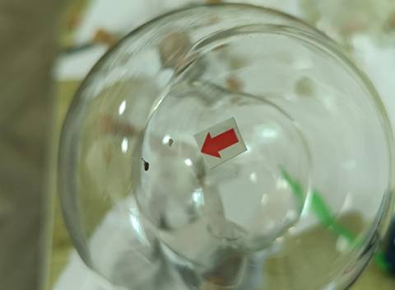
關于玻璃產品的常見外觀疵點有:氣泡、夾雜物(雜質)、斑點(臟污)、壓痕、刮痕、邊角鋒利、表面裂紋等。以下是關于點狀缺陷(包含氣泡、夾雜物、斑點)的最新標準與要求: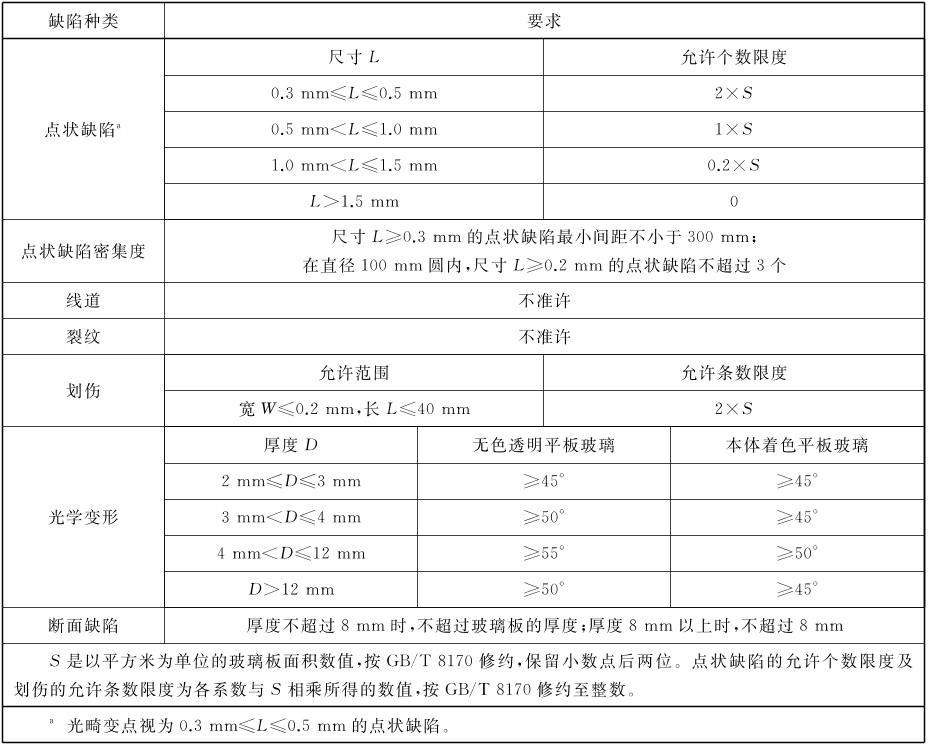
普通級平板玻璃外觀質量檢測標準
常見外觀檢查疵點/缺陷圖片:
氣泡:

夾雜物(雜質):

表面有斑點(臟污):
合縫處壓痕:

刮痕:

鋒利邊角:

表面裂紋:

以上是關于玻璃產品的一般檢驗方法,由于玻璃產品款式多樣,功能不一,具體現場檢驗方法可根據客戶需求做對應調整。如有相關疑問,請聯系測庫。













